बेव्हील गियर मोटर्स

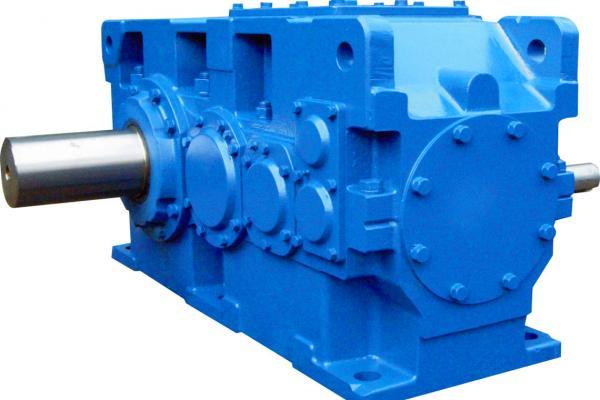
खाण उद्योगातील हेलिकल बेव्हल गियर मोटर
खाण उद्योग KA47DRE80M4 मध्ये K मालिका हेलिकल बेव्हल गियर मोटर. कन्व्हेयर्स, क्रशिंग/ग्राइंडिंग उपकरणांपासून फ्लोटेशन टँक आणि पंपांपर्यंत अनेक उपकरणे खाणकामांमध्ये उर्जा देण्यासाठी गियर मोटर्सचा वापर केला जातो. खाणकाम उपकरणांना उर्जा देण्याशी संबंधित मुख्य आव्हान म्हणजे ऑपरेशनच्या प्रमाणात वाढ आणि विश्वासार्हता टिकवून ठेवत परिणामी विजेच्या गरजांमध्ये वाढ. खाण उद्योगासाठी ड्राइव्ह आणि मोटर्स पुरवणाऱ्या अनेक कंपन्या आहेत, त्यापैकी काही खाणकाम आहेत, तर इतर अनेक उद्योगांचा समावेश आहे.

अगोदर निर्देश केलेल्या बाबीसंबंधी बोलताना Sogears ग्रुपने नवीन स्फोट-प्रूफ प्रमाणित IE4 अल्ट्रा-कार्यक्षम मोटर सादर केली आहे. नवीन के-टाइप रेड्यूसर हा नवीनतम विकास आहे Sogears स्थायी चुंबक सिंक्रोनस मोटर (PMSM) मोटर मालिका. IE4 कडे मोटर तंत्रज्ञानामध्ये सर्वोच्च ऊर्जा कार्यक्षमता रेटिंग आहे, ज्यामुळे खाण उद्योगातील k-Series हेलिकल बेव्हल गियर मोटर ही स्फोटक भागात वापरण्यासाठी अत्यंत कार्यक्षम गियर रिडक्शन मोटर बनते. स्फोटक धोकादायक भागात वापरल्या जाणाऱ्या मोटर्स EU च्या किमान ऊर्जा कार्यक्षमतेच्या नियमांच्या अधीन नाहीत, कारण स्फोट संरक्षणाला ऊर्जा बचतीपेक्षा प्राधान्य दिले जाते. पारंपारिकपणे याचा अर्थ असा होतो की एकूण ऊर्जा कार्यक्षमता कमी झाली आहे, परंतु Sogears 0.55 kW ते 15 kW पर्यंतच्या इलेक्ट्रिक मोटर मालिका झोन 1 आणि झोन 21 मध्ये वर्गीकृत आहेत.
खाण उद्योगातील के-टाइप हेलिकल बेव्हल गियर मोटरचा लोडपासून स्वतंत्र स्थिर गती राखण्याचा फायदा आहे. इंडक्शन मोटर्सच्या तुलनेत, PMSM सिंक्रोनस मोटर्स आंशिक लोड स्थितीतही कार्यक्षमता मोठ्या प्रमाणात वाढवू शकतात. रेट केलेल्या ऑपरेटिंग परिस्थितीत अत्यंत कार्यक्षम. त्यांच्याकडे खूप उच्च उर्जा घनता देखील आहे, जी उच्च प्रणाली कार्यक्षमता प्रदान करते आणि गियर मोटर्ससाठी सर्वात लहान स्थापना व्हॉल्यूममध्ये वजन कमी करते. महत्त्वाचे म्हणजे, खाण उद्योगातील हेलिकल बेव्हल गियर मोटर पारंपारिक इंडक्शन मोटर्सच्या समान माउंटिंग व्हॉल्यूममध्ये उच्च टॉर्क मूल्ये निर्माण करू शकते, काही ऍप्लिकेशन्समध्ये लहान मोटर आकार निर्दिष्ट करून पैसे वाचवणारा घटक.

IE2 इन्व्हर्टरद्वारे चालविलेल्या गिलहरी केज मोटरच्या तुलनेत, IE4 अल्ट्रा-कार्यक्षम PMSM (कायम चुंबक सिंक्रोनस मोटर) K मालिका खाण उद्योगातील हेलिकल बेव्हल गियर मोटर 40% पर्यंत ऊर्जा बचत करू शकते. मोठ्या प्रमाणावर खाणकामासाठी मशीन्स आणि सिस्टम्सचे महागडे अपयश आणि महागड्या डाउनटाइमपासून संरक्षण करणे आवश्यक आहे; मशीनचे ओव्हरलोडपासून संरक्षण करण्यासाठी अनेक तंत्रज्ञानाचा वापर केला जाऊ शकतो. मोठ्या यांत्रिक आणि रोटेटिंग सिस्टम ब्लॉकेजेस, टक्कर थांबणे किंवा पॉवर फेल्युअर सारख्या अनियंत्रित ब्रेकिंग दरम्यान मशीनचे गंभीर नुकसान करण्यासाठी पुरेशी रोटेशनल ऊर्जा निर्माण करू शकतात. KA सीरीज गियर मोटर्सच्या अत्यंत कमी वेगाने, सिस्टीम भरपूर अनावश्यक टॉर्क निर्माण करते, ज्यामुळे शाफ्ट, गिअरबॉक्सेस, चेन आणि कपलिंग्स सारख्या ड्राइव्ह सिस्टम घटकांना नुकसान होऊ शकते.

यंत्राच्या एका भागातून दुसऱ्या भागात वीज हस्तांतरित करण्यासाठी गीअर्सचा वापर केला जातो.सायकलमध्ये, उदाहरणार्थ, हा एक गियर आहे जो पेडलपासून मागील चाकाकडे जातो.त्याचप्रमाणे, कारमध्ये, गीअर्स क्रँकशाफ्ट (इंजिनमधून पॉवरचा फिरणारा शाफ्ट) मधून चाकांना शक्ती देणार्या कारच्या खाली चालणार्या ड्राइव्ह शाफ्टमध्ये शक्ती हस्तांतरित करतात.आम्ही कितीही गिअर्स एकत्र जोडू शकतो आणि त्याचे आकार आणि आकार वेगवेगळे असू शकतात.जेव्हाही आपण एका गीअरवरून दुसऱ्या गीअरवर पॉवर ट्रान्सफर करतो, तेव्हा आपण दोन गोष्टींपैकी एक करू शकतो: गीअर बॉक्स सायकलच्या गीअर्सचा वेग वाढतो: जर दोन गीअर्स एकत्र जोडलेले असतील, तर एक गीअर दुसऱ्यापेक्षा जास्त असेल आणि दुसऱ्या गिअरला ठेवण्यासाठी अधिक वेगाने फिरावे लागेल. वरअशा प्रकारे, या व्यवस्थेचा अर्थ असा आहे की दुसरी फेरी पहिल्यापेक्षा वेगाने वळते, परंतु कमी शक्तीसह.

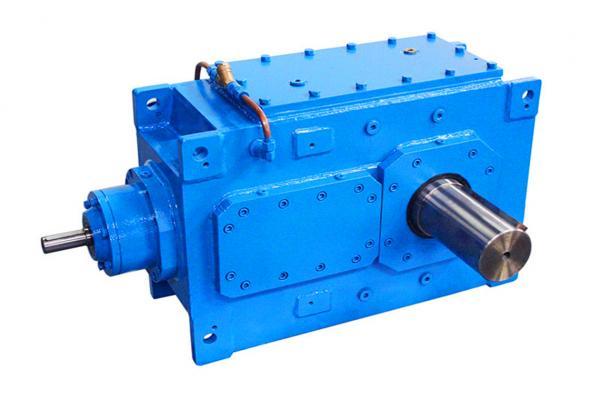
खाण उद्योगातील हेलिकल बेव्हल गियर मोटरची के मालिका खाण उद्योगातील कन्व्हेयर उद्योगासाठी डिझाइन केलेली आहे आणि त्यांची कार्यक्षमता उत्कृष्ट आहे.
खाण उद्योगातील हेलिकल बेव्हल गियर मोटर तांत्रिक वैशिष्ट्ये, दीर्घ सहनशीलता, उच्च थर्मल पॉवर लोड आणि उच्च पॉवर/वजन गुणोत्तर.
Kseries ग्राहकांच्या गरजेनुसार विशेषतः डिझाइन केल्या जाऊ शकतात.
खाण उद्योगासाठी ही एक उत्कृष्ट कन्व्हेयर GEAR मोटर आहे.
आमचा कारखाना खाण उद्योगात रोटरी हेलिकल बेव्हल गियर मोटर तयार करण्यात माहिर आहे. हे उत्पादन दुहेरी ग्रह गती कमी करण्याची यंत्रणा आणि तीन-स्पीड शिफ्टिंगचा अवलंब करते. यात कॉम्पॅक्ट स्ट्रक्चर, मोठे आउटपुट टॉर्क, कमी आवाज, उच्च कार्यक्षमता, स्थिर ऑपरेशन, चांगला प्रभाव प्रतिरोध, सुरक्षा आणि विश्वासार्हता आणि देखभाल-मुक्त अशी वैशिष्ट्ये आहेत. हे पोर्ट क्रेन, टॉवर क्रेन, माइन क्रेन इत्यादी रोटरी प्रणालींसाठी योग्य आहे. इतर यंत्रसामग्रीच्या प्रसारणासाठी देखील याचा वापर केला जाऊ शकतो.
गियर उत्पादनासाठी खाण उद्योगातील k मालिका उजव्या कोनातील हेलिकल बेव्हल गियर मोटर ही मल्टी-स्टेज हेलिकल गियर्सचे संयोजन आहे, जे सिंगल-स्टेज वर्म गियर मोटर्सपेक्षा अधिक कार्यक्षम आहे.
खाण उद्योगातील k सीरीज हेलिकल बेव्हल गियर मोटर मॉड्युलर कॉम्बिनेशन सिस्टमच्या आधारे तयार केली गेली आहे. यात मोठ्या संख्येने मोटर संयोजन, स्थापना पोझिशन्स आणि स्ट्रक्चरल सोल्यूशन्स आहेत. यात उच्च दुहेरी टॉर्क कार्यक्षमता आणि उच्च लाइफ गियर आहे. हे फूट माउंटिंग, फ्लॅंज माउंटिंग आणि शाफ्ट इन्स्टॉलेशनसह सुसज्ज आहे.
बेव्हल गीअर्सला बेव्हल गिअर्स आणि बेव्हल गीअर्स असेही म्हणतात.प्रतिच्छेदन शाफ्ट दरम्यान प्रसारणासाठी वापरले जाते.दंडगोलाकार गीअर्सच्या तुलनेत, ड्राइव्हची दिशा बदलली जाऊ शकते.सिंगल-स्टेज ट्रान्समिशन रेशो 6 पर्यंत, 8 पर्यंत.
1. सरळ आणि हेलिकल बेव्हल गीअर्सची रचना, निर्मिती आणि स्थापना तुलनेने सोपी आहे, परंतु आवाज तुलनेने मोठा आहे, आणि ते कमी-स्पीड ट्रांसमिशनसाठी वापरले जातात (<5m/s);स्ट्रेट बेव्हल गियर ट्रान्समिशन पॉवर 370 किलोवॅट पर्यंत, 5 m/s च्या वर्तुळाकार गती.हेलिकल बेव्हल गीअर सहजतेने चालते आणि त्याची सहन करण्याची क्षमता जास्त असते, परंतु ते तयार करणे कठीण आणि कमी वापरले जाते.
2, गुळगुळीत प्रसारणासह वक्र बेव्हल गियर, लहान आवाज आणि मोठी भार सहन करण्याची क्षमता, हाय-स्पीड हेवी लोड प्रसंगी वापरली जाते.बेव्हल गियर ट्रान्समिशन सहजतेने चालते, ट्रान्समिशन पॉवर 3,700 किलोवॅटपर्यंत पोहोचू शकते, परिघ गती 40 मीटर/सेकंद पेक्षा जास्त पोहोचू शकते.

बेव्हल गियर शासक बेव्हल गियर आणि सर्पिल बेव्हल गियरमध्ये विभागले गेले आहे.
बेव्हल गियर मशीनिंग
बेव्हल गियर प्रामुख्याने दोन शाफ्टच्या छेदनबिंदूच्या प्रसारणासाठी वापरले जाते, दोन शाफ्टमधील कोन सामान्यतः 90° असतो, 90° पेक्षा कमी देखील असू शकतो.सामान्य बेव्हल गियर प्लॅनर आणि इतर विशेष मशीन टूल्स प्रोसेसिंगमध्ये बेव्हल गियर, बेव्हल गियर मशीन टूल्सच्या अनुपस्थितीत, मिलिंग मशीन बेव्हल गियर मिलिंग कटर प्रक्रियेमध्ये, मिलिंग मशीन प्रक्रियेमध्ये फॉर्मिंग टूल्स आणि डिव्हिडिंग डिव्हाइसचा वापर केला जाऊ शकतो. .डिव्हिडिंग एरर आणि टूल इन्स्टॉलेशन एररच्या अस्तित्वामुळे, साधारणपणे फक्त 9 ~ 10 ग्रेड अचूकतेवर प्रक्रिया केली जाऊ शकते.याव्यतिरिक्त, प्रक्रिया प्रक्रिया खंडित दात संख्या करणे आवश्यक आहे, उत्पादकता देखील कमी आहे, फक्त एकच लहान बॅच उत्पादन वापरले आणि दुरुस्ती काम प्रक्रिया अचूकता उच्च गियर नाही.

प्रक्रिया पद्धती आणि प्रक्रिया
1, बेव्हल गियर मिलिंग कटर निवडा.कारण मोठ्या टोकाचा व्यास आणि बेव्हल गियरच्या लहान टोकाचा व्यास समान नसतो, म्हणून मोठा टोक, बेस वर्तुळाच्या व्यासाचा लहान टोक समान नसतो, दात आकाराचा मोठा टोकाचा आकार अधिक सरळ असतो, लहान शेवट अधिक वक्र आहे.फॉर्म मिलिंग कटरच्या साह्याने चकत्या काढणारा बेव्हल गियर टूथ शेप, जर मोठ्या टोकाशी जुळवून घ्यायचा असेल तर, लहान टोकाशी एकरूप होऊ शकत नाही.म्हणून, बेव्हल गियर मिलिंग कटर प्रोसेसिंग बेव्हल गियर असलेल्या मिलिंग मशीनमध्ये, संपूर्ण दातांचा आकार अचूक नसतो, त्यामुळे अचूकता कमी असते.
बेव्हल गीअर मोठ्या टोकाच्या पॅरामीटर्सनुसार डिझाइन केलेले आहे, त्यामुळे बेव्हल गियर मिलिंग कटरच्या दात आकाराचे वक्र मोठ्या टोकानुसार तयार केले जावे.याव्यतिरिक्त, बेव्हल गीअर स्मॉल एंड स्लॉट अरुंद असल्यामुळे, मोठ्या टोकासाठी मानक बेव्हल गियर स्मॉल एंड स्लॉट रुंदी 2/3, म्हणून बेव्हल गीअर मिलिंग कटरची जाडी लहान टोकानुसार केली पाहिजे आणि पेक्षा थोडी पातळ असावी. लहान अंत स्लॉट.बेव्हल गियर मिलिंग कटर आणि सामान्य दंडगोलाकार गीअर मिलिंग कटर वेगळे, चुकीची निवड टाळण्यासाठी, "" चिन्हासह मुद्रित बाजूला बेव्हल गियर मिलिंग कटर.


बेव्हल गीअरचा दात शंकूच्या आकाराच्या पृष्ठभागावर असल्यामुळे, बेव्हल गीअर मिलिंग कटरचा दातांचा आकार वक्र भागाकार शंकूच्या आकाराच्या पृष्ठभागावर लंब असलेल्या विभागावरील दात आकारासारखाच असावा.बेव्हल गियर मिलिंग कटर देखील दंडगोलाकार गियर मिलिंग कटर प्रमाणे, प्रत्येक मॉड्यूल दात वक्र वाकण्याच्या डिग्रीनुसार आठ कटरमध्ये विभागले जाते.काय फरक आहे ते निवडण्यासाठी समतुल्य टूथ नंबर दाबायचा आहे.प्रथम दातांची समतुल्य संख्या मोजली पाहिजे
2, वर्कपीस क्लॅम्पिंग आणि समायोजन.वर्कपीस क्लॅम्पिंग करण्यापूर्वी, दात रिक्त तपासले पाहिजे आणि दात रिक्त कोन आणि मागील शंकूचा कोन सार्वत्रिक प्रोट्रेक्टरसह तपासला पाहिजे.बेस लेव्हलपासून बाह्य वर्तुळापर्यंतचे अंतर तपासा;दात रिक्त बाहेरील व्यास तपासा.
वर्कपीस क्लॅम्पिंग: संरचनेनुसार आकार भिन्न आहे, बेव्हल गीअर सामान्यतः वापरली जाणारी क्लॅम्पिंग पद्धत म्हणजे शाफ्ट आणि नट क्लॅम्पिंग, स्पिंडल स्पिंडल स्पिंडल स्पिंडल स्पिंडल स्पिंडल स्पिंडल स्पिंडल स्पिंडल स्पिंडल टेपर होल डिव्हिडिंग हेडवर टेंशन स्क्रू फास्टनिंगसह जुळणारे.कामाचा तुकडा कोर अक्षाचा दंडगोलाकार भाग व्यापतो. डायल इंडिकेटरसह संरेखन केल्यानंतर, नटने घट्ट करा (खालील चित्र पहा).लहान व्यास आणि मोठ्या टेपरसाठी कोन किंवा लहान टोकाच्या खोबणीचा तळ आणि छिद्र पृष्ठभाग बेव्हल गियरच्या अगदी जवळ आहे, नट किंवा अगदी स्पिंडलचे नुकसान झाल्यास दात पिळणे टाळण्यासाठी, टेपर 1∶8 000 ~ 1∶1 000 मायक्रो वापरू शकता. शंकू स्पिंडल क्लॅम्पिंग, छिद्र घटकांच्या सहनशीलतेच्या श्रेणीनुसार विशिष्ट निर्धारित केले जावे.


शंकूच्या कोनावर आणि मोठ्या व्यासावर, पायरीचा शेवट किंवा मोठ्या भागांच्या छिद्रांना क्लॅम्प केले जाऊ शकते, थेट तीन जबड्याच्या स्व-केंद्रित चक क्लॅम्पिंगचे विभाजित डोके वापरू शकता.
क्लॅम्पिंग करताना वर्कपीसचे संरेखन.विशेष स्पिंडल किंवा स्प्रिंग चक क्लॅम्पिंग वापरून बेव्हल गियर असल्यास, साधारणपणे संरेखन करण्याची आवश्यकता नाही.सूक्ष्म शंकू स्पिंडल क्लॅम्पिंग वापरत असल्यास, सामान्यतः शोधण्याची आवश्यकता नाही, आवश्यक असल्यास, बेव्हल गियर तपासणीच्या मोठ्या टोकाचा शेवट असू शकतो आणि शोधू शकतो.चक आणि क्लीयरन्स फिट स्पिंडल क्लॅम्पिंगच्या वापरामध्ये, वर्कपीस मोठ्या टोकाचा आणि लहान टोकाचा रेडियल वर्तुळाकार रनआउट आणि मोठ्या टोकाच्या परिपत्रक रनआउटचा शेवट शोधण्याची आवश्यकता आहे.
विभाजित डोके समायोजित करा.वर्क टेबलवर डिव्हिडिंग हेड इन्स्टॉल केल्यावर, स्पिंडलचा अक्ष फीडच्या दिशेशी सुसंगत करणे आवश्यक आहे आणि नंतर डिव्हिडिंग हेड स्पिंडलला कटिंग अँगलमध्ये बदलणे आवश्यक आहे, ज्याचा आकार रूट शंकूच्या कोनाइतका आहे. .
मिलिंग खोलीचे समायोजन.वर्कपीस आणि डिव्हिडिंग हेड समायोजित केल्यानंतर, प्रथम मिलिंग कटरच्या मध्यभागी वर्कपीस (मध्यभागी टूल) द्वारे अक्षाशी जुळवून घ्या आणि नंतर मोठ्या टोकाचा शंकू पुसण्यासाठी मिलिंग कटरचा संपर्क करा (बेंचमार्क म्हणून मोठ्या टोकासह ), आणि workpiece बाहेर पडा, टेबल वाढवण्याची एक मोठा शेवट दात पूर्ण उंची (2.2m), आपण मधल्या दात खोबणी दळणे सुरू करू शकता.वर्कपीसचे मोठे मॉड्यूलस, खोलीत अनेक कटर मिलिंगमध्ये विभागले जाऊ शकते.
कटिंग डिव्हिडिंग हेड स्पिंडल अचानक वाढू नये आणि अपघात होऊ नये म्हणून, चाकूची दिशा मोठ्या टोकापासून लहान टोकापर्यंत सर्वोत्तम आहे.
बेव्हल गियर विचलन मिलिंग तत्त्व आणि पद्धत


तत्त्व
बेव्हल गीअर्सचे दात आणि खोबणी आकुंचनशील असतात, म्हणजेच मोठ्या टोकाला रुंद आणि लहान टोकाला अरुंद असतात.प्रक्रिया करताना, जरी विभाजीत डोके मूळ शंकूच्या कोनात बदलले गेले आहे, जेणेकरून बेव्हल गियरची बाह्य शंकू पृष्ठभाग लहान टोकापेक्षा किंचित जास्त असेल, मिलिंग करताना, मोठे टोक लहान टोकापेक्षा खोल कापले जाते, मोठे. स्लॉट रुंदी ओवरनंतर देखील लहान ओवरनंतर पेक्षा किंचित विस्तीर्ण आहे, पण फरक आवश्यकता पूर्ण करू शकत नाही, देखील मोठ्या ओवरनंतर स्लॉट दोन बाजू मिल करणे आवश्यक आहे.मिलिंग मशीन मिलिंग बेव्हल गियरमध्ये, मधल्या दातांच्या खोबणीतून प्रथम फीड दळणे, दात आकाराचा मोठा टोक प्राप्त झाला आहे, परंतु खोबणीच्या रुंदीचा आकार आवश्यकता पूर्ण करत नाही, म्हणून, प्रत्येक दात खोबणी सामान्यतः चक्की तीन कटर, काही हेतूने अधिक मिलिंगच्या दोन्ही बाजूंच्या मोठ्या टोकाचे दात खोबणी साध्य करण्यासाठी, अवशिष्ट मशीनिंगच्या दोन्ही बाजूंना बेव्हल गियर टूथ ग्रूव्ह दळणे ज्याला विचलन मिलिंग म्हणतात.आंशिक मिलिंगचे तत्त्व आहे: एकीकडे, वर्कपीसचे विक्षेपण;दुसरीकडे, टेबल हलवा जेणेकरुन लहान टोकाचा दात खोबणी मिलिंग कटरसह पुन्हा संरेखित होईल.जेव्हा वर्कपीस विचलित होते तेव्हा फीडच्या (ट्रान्सव्हर्स) लंब दिशेने मोठे टोक आणि लहान टोक यांच्यातील विचलनाचा वापर करून, मिलिंग भत्ता हळूहळू लहान टोकापासून मोठ्या टोकापर्यंत वाढविला जातो आणि मोठे टोक अधिक मिलिंग होते. .

सध्या, बेव्हल गीअर्स मिलिंग करताना बर्याच मिलिंग पद्धती आहेत, परंतु शंकूचे अंतर आणि दात रुंदी (R/b) यांचे गुणोत्तर तसेच खेळपट्टीचे कोन आणि दात क्रमांकाचे वेगवेगळे पॅरामीटर्स, यापैकी कोणतेही एक पद्धती सर्व बेव्हल गीअर्स प्रक्रियेवर लागू केल्या जाऊ शकत नाहीत, म्हणूनच, केवळ विशिष्ट परिस्थितीनुसार, आणि कटिंगमध्ये दुरुस्त करण्याचा प्रयत्न करा.रोटेशन आणि ऑफसेट एकत्र करण्याची पद्धत बहुतेकदा मिलिंगमध्ये वापरली जाते.[2]
पद्धती
पहिली पद्धत: प्रथम ऑफसेट S ची गणना करा, त्याच्या अक्षाभोवती वर्कपीस रोटेशन चाचणी कटद्वारे निर्धारित केले जाते.
दुसरी पद्धत: प्रथम इंडेक्सिंग हेड हँडल N चे रोटेशन मोजा आणि टेबलचा ऑफसेट S चाचणी कट द्वारे निर्धारित केला जातो.
तिसरी पद्धत म्हणजे क्षैतिज समतल भागामध्ये डिफ्लेक्शन अँगल आणि डिव्हिडिंग हेडचे ऑफसेट एकत्र करणे.प्रथम, क्षैतिज विमानात डोके आणि वर्कपीस विभाजित करण्याच्या विक्षेपण कोनाची गणना केली जाते.

विचलन मिलिंग दरम्यान दात जाडी साठी सुधारणा पद्धत
वरील पद्धतीने 2-3 दातांच्या दोन बाजू ऑफसेट मिलिंग केल्यानंतर, दातांचे मोठे आणि लहान टोक शोधले पाहिजेत.वास्तविक मोजलेले मूल्य रेखांकनावर दर्शविलेल्या मूल्याशी किंवा गणना केलेल्या मूल्याशी जुळत नसल्यास, रोटेशन आणि ऑफसेट खालील तत्त्वांनुसार दुरुस्त केले जातील:
1, जर लहान टोकाचा आकार अचूक असेल आणि मोठे टोक अजूनही अवशिष्ट असेल तर, रोटेशन (किंवा विक्षेपण कोन) आणि ऑफसेटचे प्रमाण वाढवावे, जेणेकरून फरक वाढेल, जेणेकरून लहान टोक यापुढे मिलिंग होणार नाही.
2, जर मोठ्या टोकाचा आकार अचूक असेल आणि लहान टोकाच्या दात जाडीची जाडी अजूनही शिल्लक असेल, तर ते रोटेशनचे प्रमाण (किंवा विक्षेपण कोन) कमी केले पाहिजे, जेणेकरून ऑफसेट अधिक कमी करता येईल.जेणेकरून लहान टोक देखील काही दळते आहे, आणि मोठे टोक यापुढे दळणे नाही.
3, मोठ्या टोकाचा आणि लहान टोकाचा आकार अजूनही अवशिष्ट असल्यास, आणि अवशिष्ट समान आहे, फक्त ऑफसेट कमी करण्यासाठी, जेणेकरून मोठे टोक आणि लहान टोक काही मिलिंग करत आहेत.
4, जर लहान टोकाचा आकार अचूक असेल आणि मोठ्या टोकाचा आकार खूपच लहान असेल तर, रोटेशनचे प्रमाण (किंवा विक्षेपण कोन) कमी केले पाहिजे, ऑफसेट योग्यरित्या कमी केले पाहिजे, जेणेकरून लहान टोक यापुढे मिलिंग होणार नाही, आणि मोठा अंत मूळ पेक्षा कमी कट आहे.
5, जर मोठ्या टोकाचा आकार अचूक असेल आणि लहान टोकाचा आकार खूपच लहान असेल तर, रोटेशनचे प्रमाण (किंवा विक्षेपण कोन) वाढवावे, ऑफसेट अधिक वाढला पाहिजे, लहान टोक मूळपेक्षा कमी मिलिंग करा.मिलिंग मिडल स्लॉटमध्ये, लहान टोकाच्या दात जाडी खूप लहान असल्यास, प्रक्रिया करण्यासाठी मिलिंग कटर किंवा उत्पादन विशेष मिलिंग कटर बदलणे आवश्यक आहे.


बेव्हल गियर उत्पादन प्रक्रिया
1. प्रथम, रोलिंग कटिंगचे तत्त्व प्रक्रिया केलेले गियर बनविण्यासाठी वापरले जाते आणि काल्पनिक स्पेड गियर वारंवार सापेक्ष रोलिंग कटिंग करतात. कटर हे दोन सरळ कटिंग कडा असलेले प्लॅनर आहे, ज्याला टूल रेस्टवर बसवले जाते आणि टूल रेस्टसह रेसिप्रोकेटिंग रेखीय गती असते.
2. काल्पनिक कुदळ गियर तयार करण्यासाठी टूल रेस्ट शेकिंग टेबलवर स्थापित केले आहे.प्रक्रिया केलेले गियर गियर बॉक्सच्या स्पिंडलवर बसवले जाते. गीअर बॉक्स हलविला जातो जेणेकरून प्रक्रिया केलेल्या गियरचा शंकूचा वरचा भाग काल्पनिक गियर बॉक्सच्या शंकूच्या शीर्षाशी एकरूप असेल आणि टूथ रूट अँगल ज्या पृष्ठभागावरून टूल टीप जाते त्या पृष्ठभागाच्या समांतर असेल.
3, दात कटिंग टेबलमध्ये आणि प्रक्रिया केलेले गियर अनुक्रमे अक्ष रेषेभोवती समन्वयित हालचालीच्या परस्पर अनुकूलनासाठी, म्हणजे, दोन बेव्हल गियर मेशिंगप्रमाणे, अशा स्थापनेखाली, प्रक्रिया केलेले गियर.
4, एक बिंदू मध्ये अक्ष रेखा आणि थरथरणाऱ्या टेबल रोटेशन अक्ष ओळ छेदनबिंदू, छेदनबिंदू बिंदू मशीन टूल केंद्र आहे.ही परस्पर हालचाली प्लॅनरला योग्य अंतर्भूत प्रोफाइल मिळविण्यास सक्षम करते.
वर्कपीसच्या संख्येनुसार आणि मोड्यूलसनुसार, सिंगल टूथ पद्धत किंवा डबल टूथ मेथड प्लॅनिंग गियर वापरण्याचे ठरवले जाते.सिंगल स्मॉल बॅच उत्पादनासाठी, सिंगल टूथ मेथड प्लॅनिंग गियरचा सामान्य वापर.


खाण उद्योग तांत्रिक बाबींमध्ये 1.K मालिका हेलिकल बेव्हल गियर मोटर
खाण उद्योगातील के सीरीज हेलिकल बेव्हल गियर मोटर आउटपुट गती: 0.1~530
खाण उद्योग आउटपुट टॉर्कमध्ये k सीरीज हेलिकल बेव्हल गियर मोटर: ≤18000N.m
खाण उद्योगातील k सीरीज हेलिकल बेव्हल गियर मोटर मोटर पॉवर: 0.12~200KW

विशेषता
1) उच्च शक्ती
कवच उच्च-दर्जाच्या कास्ट लोहापासून बनलेले आहे आणि बेअरिंग भाग टेपर्ड रोलर बेअरिंगचा बनलेला आहे
(२) कमी आवाज · उच्च कार्यक्षमता
पृष्ठभाग कार्ब्युरिझिंग आणि शमन केल्यानंतर बेव्हल गियर विशेष स्टीलचे बनलेले आहे
(3) लवचिक स्थापना दिशा
शाफ्ट कॉन्फिगरेशन निवडून विविध दिशानिर्देशांमध्ये असेंब्ली मिळवता येते. तथापि,
हे मानक स्थितीनुसार वापरले जाऊ शकत नाही, कृपया नाही पहा

(4) स्नेहन तेल भरणे समाप्त
डिलिव्हरीपूर्वी उच्च दर्जाचे वंगण तेल भरणे पूर्ण झाले
(5) गुणोत्तर
प्रसारण प्रमाण 1/1, 1/2 आहे. ग्राहक हेतूनुसार निवड करू शकतात
एस स्नेहन

डिलिव्हरीपूर्वी उत्पादन प्रमाणित प्रमाणात स्नेहन तेलाने भरले जाते आणि सीलबंद केले जाते
मॉडेल ल्युब ऑइल व्हॉल्यूम ल्युब ऑइल प्रकार
चौथा, खाण उद्योग कनेक्शन कोड आणि फॉर्ममध्ये के सीरीज हेलिकल बेव्हल गियर मोटर:
के-फूट माउंटिंग, शाफ्ट एक्स्टेंशन कपलिंग
केए-शाफ्ट माउंटिंग, पाऊल समर्थन
खाण उद्योग उत्पादन वैशिष्ट्ये मध्ये के मालिका हेलिकल बेव्हल गियर मोटर
उच्च मॉड्यूलर डिझाइन: हे विविध प्रकारच्या मोटर्स किंवा इतर पॉवर इनपुटसह सहजपणे सुसज्ज केले जाऊ शकते. एकाच प्रकारचे मशीन विविध प्रकारच्या पॉवर मोटर्ससह सुसज्ज केले जाऊ शकते. प्रत्येक मॉडेलमधील एकत्रित कनेक्शन लक्षात घेणे सोपे आहे.
सध्याच्या रचनेच्या स्वरूपानुसार कॉमन गिअर बॉक्सला सात प्रकारांमध्ये विभागले जाऊ शकते, ते म्हणजे इनव्होल्युट सिलेंडरीकल गियर, सायक्लॉइड पिन व्हील फिक्स्ड शाफ्ट ड्राईव्ह, वर्तुळाकार आर्क सिलेंडरिकल गियर ड्राईव्ह, बेव्हल गियर ड्राईव्ह आणि हायपोइड गियर ड्राईव्ह, वर्म ड्राइव्ह, इनव्हॉल्युट प्लॅनेटरी गियर. ड्राइव्ह, नॉन-सर्कुलर गियर ड्राइव्ह.ट्रान्समिशन स्पीड रेशो, ट्रान्समिशन कार्यक्षमता, रोटेशनल स्पीड, स्नेहन आवश्यकता, कामाची विश्वासार्हता आणि किमतीची कार्यक्षमता इत्यादींच्या बाबतीत वेगवेगळ्या गियर स्ट्रक्चर्सचे वेगवेगळे फायदे आणि तोटे आहेत आणि उपकरणे निवडताना खालील घटकांचा सर्वसमावेशकपणे विचार केला पाहिजे:
योग्य गियर बॉक्स कसा निवडायचा?
पायऱ्या/पद्धती

1, गियर बॉक्सच्या संरचनेचे काम आणि पॉवर पॅरामीटर्सची आवश्यकता, जसे की ट्रान्समिशन स्ट्रक्चर आकार, वस्तुमान, शक्ती, वेग, कार्यक्षमता, ट्रान्समिशन रेशो, लोड वैशिष्ट्ये;
2. गियर बॉक्सवर कार्यरत मशीनच्या कार्यक्षमतेच्या आवश्यकता, जसे की: कामाची विश्वसनीयता, सेवा जीवन, आवाज, कंपन, तापमान वाढ आणि प्रसारण अचूकता;
3. गियर बॉक्स तंत्रज्ञानाची प्रगत, वाजवी, किफायतशीर आणि सार्वत्रिक अदलाबदली;
4. कमी किंमत, उच्च कार्यक्षमता, उच्च सुस्पष्टता आणि गियर उत्पादनांची उच्च विश्वसनीयता.


गीअर उत्पादनासाठी खाण उद्योगात उजव्या कोनातील हेलिकल बेव्हल गियर मोटर ट्रान्समिशन रेशो: उत्कृष्ट विभागणी आणि विस्तृत श्रेणी. एकत्रित मॉडेल मोठ्या गियर प्रमाण तयार करू शकते, म्हणजेच, आउटपुट अत्यंत कमी आहे. 3.k मालिका हेलिकल बेव्हल गियर मोटर खाण उद्योग प्रतिष्ठापन स्वरूपात: प्रतिष्ठापन स्थिती मर्यादित नाही.
गीअर उत्पादनासाठी खाण उद्योगातील 4.k मालिका उजव्या कोनातील हेलिकल बेव्हल गियर मोटरमध्ये उच्च शक्ती आणि लहान आकारमान आहे: बॉक्सचे मुख्य भाग उच्च-शक्तीच्या कास्ट लोहापासून बनलेले आहे. गियर आणि गीअर शाफ्ट गॅस कार्ब्युरिझिंग आणि क्वेंचिंग रिफायनिंग प्रक्रियेचा अवलंब करतात, म्हणून प्रति युनिट व्हॉल्यूम बेअरिंग क्षमता जास्त असते.
बेव्हल गियर प्रक्रिया पद्धत प्रामुख्याने मिलिंग आणि प्लॅनिंग आहे;
दळणे: मिलिंग मशीन दळणे दात, दळणे दात मशीन दळणे दात;
मुख्य विमान: छत्री दात विमान.याव्यतिरिक्त, सर्पिल छत्री टूथ मिलिंग, छत्री दात ग्राइंडिंग मशीन आणि असेच.
जर एकच विनंती खूप जास्त नसेल तर कॉपी करण्याच्या पद्धतीद्वारे प्रक्रिया केली जाऊ शकते, फॉर्मिंग टूल वापरणे आवश्यक आहे कटिंग एज मिलिंग मशीनवर प्रक्रिया केलेल्या गीअरच्या स्लॉटच्या क्रॉस सेक्शनच्या आकाराशी सुसंगत आहे सिंगल टूथ फॉर्मिंग मिलिंग कटर आर्मर्ड आर्टिफॅक्ट्स विभाजित करण्यासाठी हेड कॉक द एंगल: हेड कॉकचे विभाजन करणारा कोन कोन गियर अक्ष कोन (कोन) आणि कटिंग अँगलसह रूट कोन बसबारच्या समान आहे.

गीअर मेशिंगच्या तत्त्वाचा वापर मेशिंग गीअरच्या जोडीपैकी एकाला कटरमध्ये आणि दुसरा वर्कपीस बनवण्यासाठी केला जातो आणि कटर आणि वर्कपीसला कडक मेशिंग ट्रान्समिशन करण्यास भाग पाडले जाते जेणेकरून मशीनिंगची अचूकता जास्त असेल आणि उत्पादन कार्यक्षमता असेल. उच्च
खाण उद्योगातील 5.k मालिका हेलिकल बेव्हल गियर मोटरचे दीर्घ सेवा आयुष्य आहे: योग्य निवड (योग्य वापर घटकांच्या निवडीसह) आणि सामान्य वापर आणि देखभाल या स्थितीत, खाण उद्योगातील हेलिकल बेव्हल गियर मोटरच्या मुख्य भागांचे आयुष्य ( परिधान भाग वगळता) साधारणपणे 20,000 तासांपेक्षा कमी नाही. . उपभोग्य वस्तूंमध्ये वंगण, तेल सील आणि बियरिंग्स समाविष्ट आहेत.
शुभेच्छा,
चेरी झांग (विक्री विभाग; मिस.)
एनईआर ग्रुप कंपनी, मर्यादित
यन्ताई बोनवे मॅन्युफॅक्चरर कंपनी, लि
तेल: + 86-535-6330966
मोबाइलः + 86-18865558975
व्हायबर / लाइन / व्हॉट्सअॅप / वेचॅट: 008618865558975
ई-मेल:
जोडा: क्र .5 वानशौशन रोड यन्ताई शहर शेडोंग प्रांत, चीन











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
![]()
आमच्या ट्रान्समिशन ड्राइव्ह तज्ञाकडून थेट आपल्या इनबॉक्ससाठी सर्वोत्कृष्ट सेवा.
आमच्या सेवा
संपर्कात रहाण्यासाठी
Yantai Bonway Manufacturer सहकारी, मर्यादित
ANo.160 Changjiang Road, Yantai, Shandong, China(264006)
T + 86 535 6330966
डब्ल्यू + एक्सएनयूएमएक्स एक्सएनयूएमएक्स एक्सएनयूएमएक्स